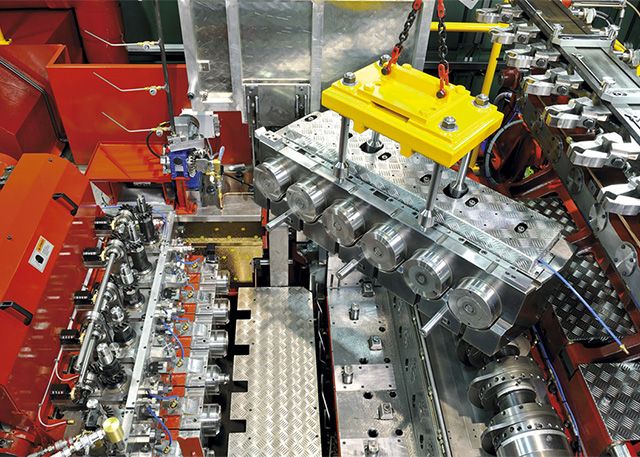
MARPOSS Monitoring Solutions GmbH(MMS)是过程监控、机器控制和数据采集的全球市场领导者,为整个金属成型行业的过程监控提供创新技术。Brankamp系统在冷成型、冲压和锻造行业拥有数十年的经验,可提高生产率、零件质量和降低生产成本。
获取马波斯新闻及产品更新
电子邮箱
密码
邮箱或密码错误。
请输入您的电子邮箱并重置密码。
无法发送重置密码电子邮件,请稍后再试。
您输入的账户信息不正确。
您的请求已成功发送! 系统会自动发送电子邮件来重置您的密码。 您必须点击邮件中的链接来重置您的密码。
如您尚未注册,可立即免费注册!点击此处!